







| 锅炉型号 | 额定供热量(MW) | 工作压力(MPa) | 额定出水温度(℃) | 回水温度(℃) |
| SZL2.8-0.7/95/70-M | 2.8 | 0.7 | 95 | 70 |
| SZL4.2-1.0/115/70-M | 4.2 | 1 | 115 | 70 |
| SZL5.6-1.0/115/70-M | 5.6 | 1.0 | 115 | 70 |
| SZL5.6-1.25/130/70-M | 5.6 | 1.25 | 130 | 70 |
| SZL7.0-1.0/115/70-M | 7 | 1.0 | 115 | 70 |
| SZL7.0-1.25/130/70-M | 7 | 1.25 | 130 | 70 |
| SZL14-1.0/115/70-M | 14 | 1.0 | 115 | 70 |
| SZL14-1.25/130/70-M | 14 | 1.25 | 130 | 70 |
| SZL21-1.0/115/70-M | 21 | 1.0 | 115 | 70 |
| SZL21-1.25/130/70-M | 21 | 1.25 | 130 | 70 |
| SZL29-1.0/115/70-M | 29 | 1.0 | 115 | 70 |
| SZL29-1.25/130/70-M | 29 | 1.25 | 130 | 70 |
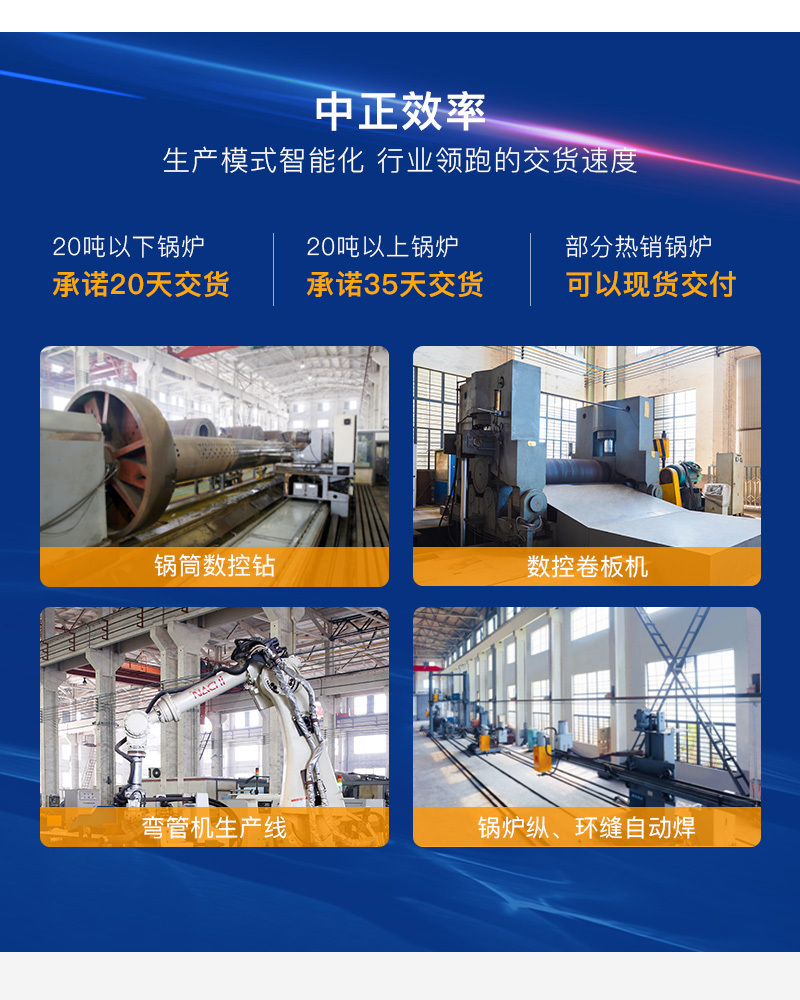
数控制造技术
·钢板下料、圈园、锅筒、管板钻孔等关键加工工艺全采用先进的数控加工,减少组装应力,延长锅炉使用寿命。
·钢管切割,螺纹管压制,对流管加工均采用先进的数控工艺。
·自动化生产线。
先进焊接工艺
·锅炉纵、环缝,管子和锅筒内侧的焊接,管子和法兰焊接等所有重要部位的焊接均采用埋弧自动焊,或气体保护焊等自动化焊接工艺,保证焊接质量。所有纵环焊缝均进行100%的射线探伤。
·管座法兰焊接,采用机器人焊接。
·链条炉排面板,前后烟箱面板采用数控等离子切割机切割,整齐美观。
独特结构设计
根据不同吨位,炉排从前到后设置不同数量的独立风仓。
用户可以根据不同的燃烧情况合理分配给风,确保燃料的燃烧充分。
二次进风,进行炉膛烟气扰动,保证挥发完全燃烧。独立二次风机,风量风压易控制和调整。
播料器,均匀给料,防止回火。
NOx
分级送风,特殊炉拱结构,Nox排放低至100mg/m3
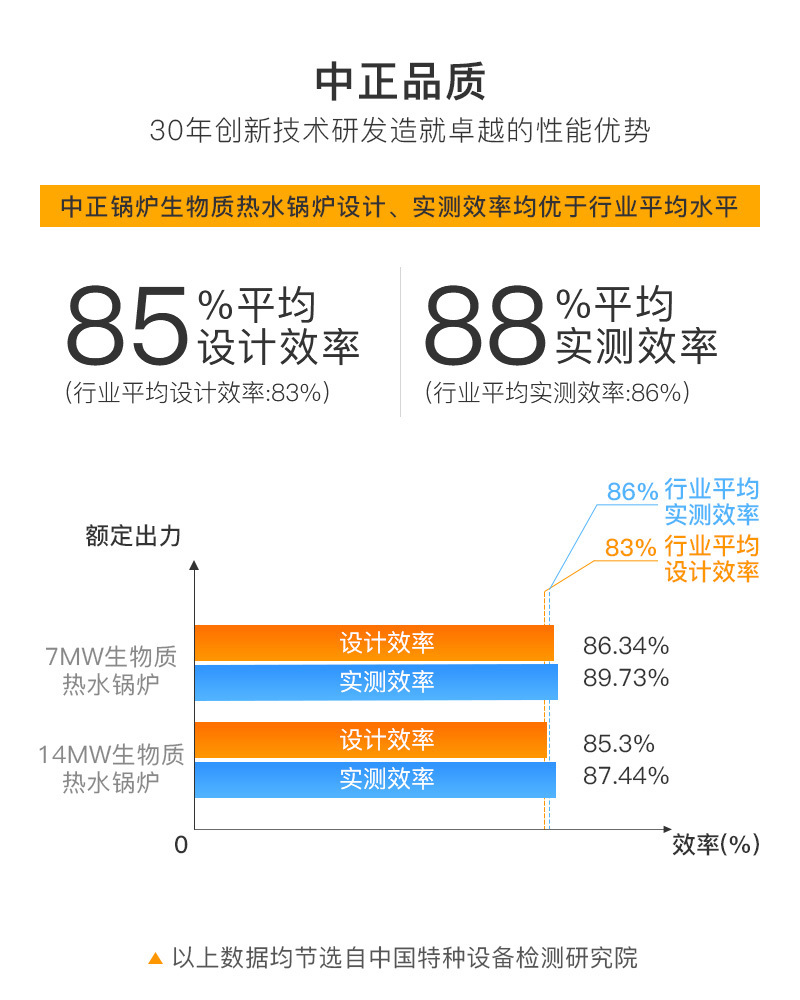
针对不同生物质进行数值模拟,热效率可达90%以上。